| Autor |
sredniowieczne kowalstwo i metalurgia |
p911
Użytkownik

|
| Dodane dnia 19/05/2005 21:45 |
|
|
witam
szukam informacji na temat metalurgii i kowalstwa sredniowiecznego (technologia, itp). znacie jakies ciekawe strony www i ksiazki na ten temat?
pozdrawiam |

|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
BES
Użytkownik


|
| Dodane dnia 20/05/2005 23:02 |
|
|
Moge polecić w zakresie kowalstwa:
M. Kochanowski, Dawne kowalstwo, Gdńsk 1994 (ksiązka w sprzedazy w Muzeum Archeologicznym w Gdańsku);
H. Król, Dawne kowalstwo i slusarstwo w zbiorach Muzeum Górnosląskiego w Bytomiu, Bytom 1974. |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Alvaron
Użytkownik
|
| Dodane dnia 16/04/2007 15:10 |
|
|
Ja polecam odwiedzenie forów kół naukowych politechnik lub innych uczelni gdzie jest kierunek metalurgia np. politechnika częstochowska - koło naukowe metaloplastyków sekcja zbroja, politechnika warszawska itp. Z tego co wiem któraś z uczelni wyższych w Krakowie zamieściła pracę jakiegoś doktora dotyczącą tego właśnie tematu.
BES ma rację polecając Dawne kowalstwo - bardzo dobra książka. |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Szym
Użytkownik
|
| Dodane dnia 13/05/2007 20:32 |
|
|
www.platnerz.com
Tu znajdziesz dużo o kowalstwie, stalach, budowie miecza i takie tam. Są tam techniki uzyskiwania stali z przed lat (dzisiejsze też). |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Alvaron
Użytkownik
|
| Dodane dnia 05/05/2008 20:00 |
|
|
Czas odnowić temat. Jestem ciekaw jak hartujecie swoją broń? Ciekawi mnie konkretny opis wykonywanego procesu. Możemy to odnieść do teorii jaką przedstawia metalurgia. Jestem także ciekaw jak wybieracie materiał z którego ma powstać np. miecz, sztylet itp.
Faber est quisque suae fortunae
Edytowane przez Alvaron dnia 12/10/2009 23:31 |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Shouryuu
Użytkownik
|
| Dodane dnia 13/10/2009 00:34 |
|
|
To i ja odświerzę temat. Odpowiadając na pytania Alvarona.
Jka haryje? Odpowiedział byż, że normalnie, ale nie o to chyba chodzi.
Wygląda to tak: nagrzewam stal do odpowiedniej danemu gatunkowi tęperatury ( poznaje po kolorze i na wyczucie). Następnie gwałtownie schładzam równeiż w odpowiednim dla danej stali środowisku ( woda, olej, woda z filtrem olejowym itp. ). I nasłuc***e.... Czy nie słychac pęknięć. Jak nie znaczy że jest ok. Potem sprawdzenie pilnikiem. I to praktycznie wszystko. Tyle że trzeba wszystko wyczuć. Chociaż dla bezpieczeństwa wolę niedohartowac niż przehartować .
Jak wybieram materiał?
Z przyzwyczajenia do nauk mistrza i kolegów po fachu. Do broni europejskiej stal sprężynową. Na AGD ( noże widelce itp) pręty zbrojeniowe nierzebrowane. Są miekkie więc łatwo sie w nich pracuje. A nie muszą sie charakteryzować dużą odpornością.
Do broni japońskiej stale N8e i N9e.
Jakieś pytania? |

|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Glizdogon
Użytkownik
|
| Dodane dnia 13/10/2009 20:33 |
|
|
Piszę pytanie które zadałem w temacie 'Początkujący płatnerze' jednak na prośbę jednego z userów, by niezaśmiecać forum wszelkei rozmowy zostają przeniesione do tego tematu...tak więc pytam
Co się tyczy płatnerstwa, od dawna o tym myślałem-wiadomo nie od dziś że miecz który jest zbyt twardy może łatwo pęknąć. Czy jest dobrym pomysłem wzbogacenie stali niewielką ilością glinu (aluminium) tak by miecz był giętszy...podkreślam słowo NIEWIELKĄ gdyż wiadomo że za miękki miecz również jest zły. Co o tym myślicie?
A i jeszcze jedno
Kupujecie stal etc czy z puszek i tym podobnm rzeczy pozyskujecie?
gloria victis |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Shouryuu
Użytkownik
|
| Dodane dnia 13/10/2009 22:04 |
|
|
Dodać aluminium? A jak to sobie wyobrażasz technicznie?
Z reszta. Po cholerę kombinować. Są odpowiednie gatunki stali do odpowiednich rzeczy. Są narzędziówki, spręrzynwki a nawet stale szybkotnące. Wybór jest.
Kolejny genialny pomysł... Stal z puszek.. Sory Glizdon, ale  , rozbawiłeś mnie. , rozbawiłeś mnie.
Najtaniej stal można pozyskać na skupue złomu. Ale nie wiadomo cio sie trafi. Najłatwiej znaleść stal sprężynową - wiadomo : ressory. Na takich rzeczach można się uczyć. Nawet na zwykłej budowlance. Ale robic poważne rzeczy trzeba z poważnych materiałów.
Na koniec taka sprawa. Rozróżnijmy kowali od płatneży. Jedni robia ogulnie pojęte narzędzia i sprzęty, drudzy pancerze i wszelkie osłony na ludzi i zwierzęta. |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Glizdogon
Użytkownik
|
| Dodane dnia 13/10/2009 22:12 |
|
|
puszki są stalowe ^^
ale mi chodziło ogólnie o takie śmieci (cóż...niepotrafię całkowicie wyrazić swej myśli)
Co do poważnych rzeczy z poważnych materiałów-dopiero się uczę a z kasą mam co robić więc powaga narazie odpada
Co do rozróżnienia kowali od płatnerzy to wiemy czym się różnią jednak w płatnerstwie umiejętności kowalskie się liczą (no chyba nie będę biegać w zbroi wykonanej z drewnianych płytek połączonych skórzanym rzemykiem-choć brzmi to intrygująca  ) )
gloria victis |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Shouryuu
Użytkownik
|
| Dodane dnia 13/10/2009 23:30 |
|
|
Najpopularniejszy dostępny kuble na śmieci rodzaj puszek to te po piwei , a one są aluminiowe.
Uczyć możesz sie na prętach zbrojeniowych. Tych bez żeber. A 2-3 dychy dostaniesz calkiem sporo materiału.
http://pl.wikipedia.org/wiki/Płatnerz
http://pl.wikipedia.org/wiki/Kowal
Gdyby te zawody miały wymienne umiejętności to sam bym sobie klepał zbroje a nie szedł do kumpla, płatnerza. Ale niestety. To że obaj operujemy młotkami nie znaczy że potrafimy sie zmienić na stanowiskach. |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Glizdogon
Użytkownik
|
| Dodane dnia 14/10/2009 00:05 |
|
|
Jeśli już musimy się czepiać tych puszek to skłaniał bym się do puszek po konserwach etc bo one faktycznie są stalowe, chociaż ile % stali w tej puszce jest to już bym dyskutował ale raczej mniej niż mięsa w parówce (dla tych którzy nie zrozumieli chodzi o to że nie za dużo  ) )
puszek to te po piwei , a one są aluminiowe.
raczej glinowe ^^ i znów ludzie zapominają pięknych polskich nazw 
http://pl.wikipedia.org/wiki/Płatnerz
http://pl.wikipedia.org/wiki/Kowal
Gdyby te zawody miały wymienne umiejętności to sam bym sobie klepał zbroje a nie szedł do kumpla, płatnerza. Ale niestety. To że obaj operujemy młotkami nie znaczy że potrafimy sie zmienić na stanowiskach.
Ja nadal obstaję przy tym że płatnerz musi mieć znajomość kowalstwa,a podawanie wiki za niezawodną skarbnicę wiedzy nie jest najlepszym pomysłem. Jak widzimy na wiki jest tylko o wykonywaniu zbroi płytowej przez płatnerza a raczej płatnerz zajmował się również innymi rodzajami ubioru ochronnego
gloria victis |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Shouryuu
Użytkownik
|
| Dodane dnia 14/10/2009 01:44 |
|
|
Glizdogon, jak już chcesz posty nabijać o rób to z sensem.
Aluminium to piękan nazwa łacińska. Ja ci sie podoba bardziej "glin", twój problem.
Jak popracujesz jako kowal lub płatnerz, to będziesz mógł sobie obstawać.
Narazie sie nie wykazałeś ani teoria ani praktyką.
A linki do Wiki podałem nie jako nieomylne żródło wiedzy, ale podstawowe minimum. No ale , przeciez ty wiesz lepiej. |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
^AdminIsAway
Administrator

|
| Dodane dnia 14/10/2009 14:04 |
|
|
Panowie spokojnie, jedna i druga nazwa jest poprawna, więc nie ma się o co kłócić. trzymajmy się tematu. I dajmy już spokój nieszczęsnym puszkom.
Bractwo Rycerskie Zamku Będzin
Ordo Militaris et Hospitalis Sancti Lazari Hierosolymitani
In gladio veritas!
Edytowane przez ^AdminIsAway dnia 14/10/2009 14:04 |

|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Shouryuu
Użytkownik
|
| Dodane dnia 14/10/2009 18:21 |
|
|
Ok. Pax -pokój -shalom.
Uniosłęm się. Ale tak to ze mną bywa, kiedy tłumacze rzeczy wydawało by sie oczywiste, a ktos dalej sie upiera, "że Ziemia jest jaednak paska, bo on tak uważa".
No cóż, Mea culpa.
Ale, Glizdogon, zufaj czasem bardziej doświadczonym od siebie.
Ps. Szkoda, że Alvaron sie nie wypowiada.
Edytowane przez Shouryuu dnia 14/10/2009 18:21 |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Alvaron
Użytkownik
|
| Dodane dnia 14/10/2009 20:36 |
|
|
Spokojnie najpierw obiecane wiaomości o obróbce cieplnej (tylko się zastanawiam czy w tym temacie czy w innym). Co do pytania Glizdogona związanego z Al to rozumiem reakcję innych. Ale muszę rzec, iż nie ma głupich pytań. Ba, to pytanie jest naprawdę dobre. Jednakże w obecnej chwili nie mam czasu się rozpisywac i przytaczac jakiś dowodów książkowych także rozważania na temat stopów aluminium musimy przełożyc na inną okazję (Glizdogonie jeżeli zżera Cię niecierpliwośc to polecam przejrzenie takich haseł jak: właściwości aluminium, stopy metali nieżelaznych oraz kompozyty i ich zastosowanie). Może sam wysuniesz jakieś teorie.
Faber est quisque suae fortunae
Edytowane przez Alvaron dnia 14/10/2009 20:38 |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
^AdminIsAway
Administrator
|
| Dodane dnia 14/10/2009 23:34 |
|
|
Alwaron, w tym rzecz że rozważamy między innymi budowę mieczy, a w średniowieczu obróbka aluminium nie była znana.
Bractwo Rycerskie Zamku Będzin
Ordo Militaris et Hospitalis Sancti Lazari Hierosolymitani
In gladio veritas! |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Alvaron
Użytkownik
|
| Dodane dnia 17/10/2009 17:50 |
|
|
Mea Culpa!!! Masz rację troszeczkę się zapędziłem (takie już spaczenie zawodowe.
A oto informacje dotyczące wybranych sposobów obróbki cieplnej (zamieszczam w oddzielnych postach by łatwiej było przeglądac)
Faber est quisque suae fortunae |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Alvaron
Użytkownik
|
| Dodane dnia 17/10/2009 17:52 |
|
|
HARTOWANIE
Jest zabiegiem cieplnym, któremu poddawana jest stal, składającym się z dwóch bezpośrednio po sobie następujących faz. Pierwsza faza to nagrzewanie do temperatury powyżej przemiany austenitycznej (dla stali węglowej 723°C) (zwykle 30°C do 50°C powyżej temperatury przemiany austenitycznej) i wygrzewanie, tak długo jak to potrzebne, by nastąpiła ona w całej objętości hartowanego obiektu. Drugą fazą jest szybkie schładzanie. Szybkość schładzania musi być taka, by z austenitu nie zdążył wydzielić się cementyt i jego struktura została zachowana do temperatury przemiany martenzytycznej, w której to austenit przemienia się w fazę zwaną martenzytem. Stal posiadająca strukturę martenzytyczną nazywana jest stalą martenzytyczna lub hartowaną. Hartowanie przeprowadza się, by podnieść twardość i wytrzymałość stali.
Przy hartowaniu niezwykle istotnym jest dobór szybkości schładzania. Zbyt wolne schładzanie powoduje wydzielanie się cementytu i uniemożliwia przemianę martenzytyczną, podczas gdy zbyt szybkie chłodzenie powoduje powstanie zbyt dużych naprężeń hartowniczych, które mogą doprowadzić do trwałych odkształceń hartowanego elementu lub jego pęknięć.
Szybkość schładzania wpływa także na głębokość hartowania. Przy elementach o większych rozmiarach, których grubość przekracza maksymalną głębokość hartowania, tylko część objętości przedmiotu hartowanego zostanie zahartowana. W takiej sytuacji martenzyt powstanie w warstwach powierzchniowych. Im głębiej zaś, tym udział martenzytu maleje, a cementytu wzrasta. Bardzo często jest to zjawisko pożądane, wtedy, gdy element ma być twardy na powierzchni, a ciągliwy w swym rdzeniu. Głębokość hartowania zależy także od hartowności stali.
Hartowanie zwykłe:
Polega na nagrzaniu przedmiotu hartowanego, a następnie szybkiemu schłodzeniu w kąpieli chłodzącej, zwykle wodnej lub olejowej, poniżej temperatury początku przemiany martenzytycznej, aż do temperatury otoczenia. Szybkość chłodzenia powinna być dobrana tak, by nie nastąpiły odkształcenia hartownicze. Chłodzenie w wodzie jest bardziej intensywne, niż w oleju.
Hartowanie stopniowe:
Polega na nagrzaniu przedmiotu hartowanego, a następnie szybkiemu schłodzeniu w kąpieli chłodzącej, zwykle ze stopionej saletry, do temperatury nieco powyżej temperatury przemiany martenzytycznej i przetrzymaniu w tej temperaturze, by nastąpiło wyrównanie temperatur w całym przekroju przedmiotu. W drugiej fazie, już w kąpieli wodnej lub olejowej, następuje dalsze schładzanie, w celu uzyskania przemiany martenzytycznej. Zaletą tej metody jest uniknięcie naprężeń hartowniczych. Wymaga jednak dużej wprawy przy określaniu czasu kąpieli pośredniej.
Hartowanie izotermiczne:
Jest hartowaniem, w którym nie zachodzi przemiana martenzytyczna. Nagrzany przedmiot utrzymuje się w kąpieli z roztopionej saletry lub ołowiu, w temperaturze powyżej początku przemiany martenzytycznej. Nazwa metody pochodzi od faktu, iż kąpiel zachowuje stałą temperaturę. W hartowaniu tego typu nie powstaje martenzyt, lecz następuje rozpad austenitu na inne fazy, np. bainit, dając stali własności podobne jak po hartowaniu z odpuszczaniem. Zaletą metody jest brak naprężeń hartowniczych, lecz jest ona procesem długotrwałym, niekiedy przeciągającym się do kilku godzin.
Hartowanie powierzchniowe:
metoda, w której, nie nagrzewa się całego przedmiotu (hartowanie na wskroś) lecz tylko powierzchnie przedmiotu. W związku z tym tylko warstwa powierzchniowa podlega hartowaniu. Stosowane wszędzie tam, gdzie wymagane jest utwardzenie tylko fragmentów powierzchni przedmiotu. Istnieje kilka metod hartowania powierzchniowego.
Hartowanie płomieniowe:
Powierzchnia przedmiotu lub jej fragment nagrzewana jest płomieniem palnika, a następnie schładzana silnym strumieniem wody.
Faber est quisque suae fortunae |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Alvaron
Użytkownik
|
| Dodane dnia 17/10/2009 17:56 |
|
|
ODPUSZCZANIE
Jest zabiegiem cieplnym, któremu poddawana jest stal wcześniej zahartowana. Celem odpuszczania jest usunięcie naprężeń hartowniczych oraz zmiana własności fizycznych zahartowanej stali, a przede wszystkim zmniejszenie twardości, a podniesienie udarności zahartowanej stali.
Odpuszczanie polega na rozgrzaniu zahartowanego wcześniej przedmiotu do temperatury w granicach 150° do 650°C, przetrzymywaniu w tej temperaturze przez pewien czas, a następnie schłodzeniu. W czasie odpuszczania całość lub część martenzytu zawartego w zahartowanej stali rozpada się, wydzielając bardzo drobne ziarna cementytu, tworząc fazę zwaną sorbitem lub troostytem.
Rodzaje odpuszczania ze względu na temperaturę:
Odpuszczanie niskie
Przeprowadza się je w temperaturach w granicach 150 do 250°C. Celem jego jest usuniecie naprężeń hartowniczych, przy zachowaniu w strukturze wysokiego udziału martenzytu, a przez to zachowanie wysokiej twardości. Stosuje się przy narzędziach.
Odpuszczanie średnie
Przeprowadza się je w temperaturach w granicach 250° do 500°C. Stosowane w celu uzyskania wysokiej wytrzymałości i sprężystości przy znacznym obniżeniu twardości. Stosowane przy obróbce sprężyn, resorów, części mechanizmów pracujących na uderzenie np. młoty, części broni maszynowej, części samochodowych itp.
Odpuszczanie wysokie
Przeprowadza się je w temperaturach powyżej 500°C w celu uzyskania wysokiej wytrzymałości przy niskiej twardości. Stal odpuszczana wysoko nadaje się do obróbki skrawaniem.
Podczas odpuszczania występuje kruchość odpuszczania, którą dzielimy na:
-kruchość odpuszczania I rodzaju i jest to kruchość nieodwracalna, zachodzi w zakresie temperatur 250-450°C, powoduje zmniejszenie odporności na pękanie
-kruchość odpuszczania II rodzaju i jest kruchością odwracalną, zachodzi powyżej 500°C i powolnym chłodzeniu
Ulepszanie cieplne r11; jest zabiegiem cieplnym polegającym na połączeniu hartowania z wysokim odpuszczaniem. Stosowany na odpowiedzialne wyroby stalowe, które poddawane są obróbce skrawaniem, takie jak wały okrętowe i samochodowe, wały korbowe, części broni maszynowej itp.
Faber est quisque suae fortunae
Edytowane przez Alvaron dnia 19/10/2009 15:55 |
|
|
| Autor |
RE: sredniowieczne kowalstwo i metalurgia |
Alvaron
Użytkownik
|
| Dodane dnia 19/10/2009 15:43 |
|
|
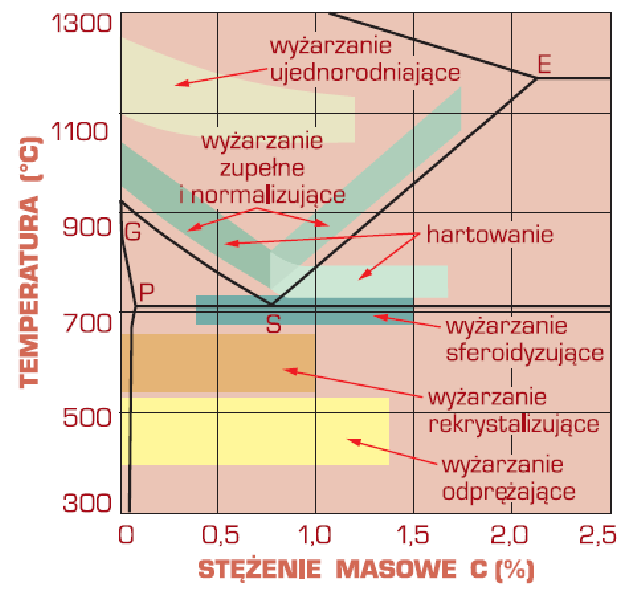
WYŻARZANIE
Jest to zabieg cieplny polegający na nagrzaniu elementu stalowego do odpowiedniej temperatury, przetrzymaniu w tej temperaturze jakiś czas, a następnie powolnym schłodzeniu. Ma głównie ono na celu doprowadzenie stali do równowagi termodynamicznej w stosunku do stanu wyjściowego, który jest znacznie odchylony od stanu równowagowego.
Wyżarzanie ujednorodniające - polega na nagrzaniu stali do temperatury
1050-1200°C o ok. 100-200°C niższej od temperatury solidusu, wygrzaniu długotrwałym w tym zakresie temperatury i następnym studzeniu. Celem tej operacji, stosowanej głównie dla wlewków stalowych, jest ograniczenie niejednorodności składu chemicznego, spowodowanej mikrosegregacją, a w części także likwacją.
Wyżarzanie rekrystalizujące - polega na nagrzaniu metalu uprzednio odkształconego plastycznie na zimno do temperatury wyższej od temperatury rekrystalizacji, wygrzaniu w tej temperaturze i chłodzeniu z dowolną szybkością. Wyżarzanie rekrystalizujące, często stosowane jako międzyoperacyjne podczas walcowania lub ciągnienia metali na zimno, usuwa umocnienie zgniotowe, powodując zmniejszenie twardości i wytrzymałości oraz zwiększenie własności plastycznych metalu, co umożliwia dalszą obróbkę plastyczną na zimno.
Wyżarzanie odprężające - polega na nagrzaniu stali do temperatury niższej od Ac1, wygrzaniu w tej temperaturze i następnym powolnym studzeniu. Celem tej operacji jest usunięcie naprężeń odlewniczych, spawalniczych, cieplnych lubspowodowanych obróbką plastyczną. Wyżarzanie odprężające prawie nie wiąże się z wprowadzaniem zmian strukturalnych. Zakres temperatury i czasu wyżarzania odprężającego jest szeroki; parametry te zależą od rodzaju materiału oraz przyczyn wywołujących naprężenia. W przypadku odlewów staliwnych temperatura może wynosić ok. 650°C. W temperaturze do 150°C jest wykonywane odprężanie stabilizujące, które ma na celu zapewnienie niezmienności wymiarowej oraz zmniejszenie naprężeń własnych. Odprężanie samorzutne r11; tzw. sezonowanie r11; zachodzi w temperaturze pokojowej, w czasie wynoszącym kilka lub kilkanaście miesięcy, a niekiedy nawet kilka lat.
Wyżarzanie normalizujące - polega na nagrzaniu stali do temperatury
o 30÷50°C wyższej od Ac3, wygrzaniu w tej temperaturze i następnym studzeniu w spokojnym powietrzu. Operacja ta ma na celu uzyskanie jednorodnej struktury drobnoziarnistej, a przez to polepszenie własności mechanicznych stali. Jest stosowana do stali niestopowych konstrukcyjnych i staliwa r11; często przed dalszą obróbką cieplną r11; w celu ujednolicenia struktury.
Wyżarzanie zupełne - stosowane do stali stopowych, polega na nagrzaniu stali do temperatury o 30-50°C wyższej od Ac3, Accm (linia GSE), wygrzaniu w tej temperaturze i następnym bardzo wolnym chłodzeniu, np. z piecem, w zakresie temperatury między Ac3 i Accm a Ac1. Dalsze studzenie może odbywać się w powietrzu.
Wyżarzanie izotermiczne - będące odmianą wyżarzania zupełnego, polega na nagrzaniu stali do temperatury o 30÷50°C wyższej od Ac1, wygrzaniu w tej temperaturze, szybkim ochłodzeniu do temperatury nieco niższej od Ac1, wytrzymaniu izotermicznym w tej temperaturze aż do zakończenia przemiany perlitycznej i następnym chłodzeniu w powietrzu. Wyżarzanie izotermiczne jest stosowane w przypadku obróbki cieplnej stali stopowych, które po wyżarzaniu zupełnym wykazują zbyt dużą twardość. Odmianą wyżarzania izotermicznego jest patentowanie drutów lub taśm, polegające na wygrzewaniu w temperaturze 900-1100°C, chłodzeniu izotermicznym w 500-550°C i następnie obróbce plastycznej na zimno.
Wyżarzanie sferoidyzujące - zwane także zmiękczaniem, polega na nagrzaniu stali do temperatury zbliżonej do Ac1, wygrzaniu w tej temperaturze, bardzo wolnym chłodzeniu do temperatury ok. 600°C i następnie dowolnym chłodzeniu do temperatury otoczenia. Wygrzewanie może się odbywać w temperaturze nieco wyższej lub nieco niższej od temperatury Ac1 (przy zmianach temperatury w zakresie 20°C wokół Ac1), a także z wytrzymaniem izotermicznym poniżej temperatury Ac1, po uprzednim krótkim wygrzewaniu w temperaturze wyższej od Ac1. W wyniku operacji wyżarzania sferoidyzującego strukturę stali stanowi cementyt kulkowy, tzw. sferoidyt, w osnowie ferrytu. Struktura taka zapewnia niewielką twardość, dobrą skrawalność oraz dobrą podatność na odkształcenie plastyczne w czasie obróbki plastycznej na zimno. Jest także prawidłową strukturą stali nadeutektoidalnych przed następnym hartowaniem.
Faber est quisque suae fortunae
Alvaron dodał/a następującą grafikę:
Edytowane przez Alvaron dnia 19/10/2009 15:52 |
|
|


 Główna
Główna




